 Engineer News Network The ultimate online news and information resource for today’s engineer
Engineer News Network The ultimate online news and information resource for today’s engineer
Noah Benson explores how high‑power laser beam welding is emerging as a practical, automation‑ready alternative to electron beam welding, delivering comparable weld quality without vacuum infrastructure. It also highlights why modern, multi‑axis laser platforms, integrated sensing and advanced controls are reshaping how aerospace and other precision manufacturers approach high‑value, safety‑critical welds
From high-value turbine components to complex aerospace structures, manufacturers are rethinking how they join critical parts as expectations for precision, throughput and traceability increase. Laser beam welding (LBW) has moved into the spotlight as a practical alternative to electron beam welding (EBW), combining the deep penetration and mechanical performance associated with EBW with a far more flexible, automation‑friendly system architecture. For operations that need to balance rigorous quality requirements with productivity and long-term cost control, that shift is increasingly difficult to ignore.
The rise of high‑power laser welding
For decades, EBW was the default solution whenever weld integrity was non‑negotiable and materials were thick, exotic or both. Its ability to produce deep, narrow welds with excellent mechanical properties made it a mainstay in turbine blades, structural aerospace parts and nuclear components. However, EBW’s dependence on large vacuum chambers, specialised facilities and dedicated safety systems also locked users into inflexible production models and lengthy changeovers.
Advances in high‑power fibre lasers and multi‑axis Cartesian platforms have allowed LBW to step into this space. Modern LBW systems can deliver comparable weld depth and quality while operating at atmospheric pressure, with no need for vacuum infrastructure and with full compatibility with today’s digital, highly automated manufacturing environments. At the same time, macro trends such as labor shortages, pressure for lights‑out production and the need to reduce unplanned downtime are pushing manufacturers to favor processes that are easier to integrate, monitor and maintain.
High energy density processes in practice
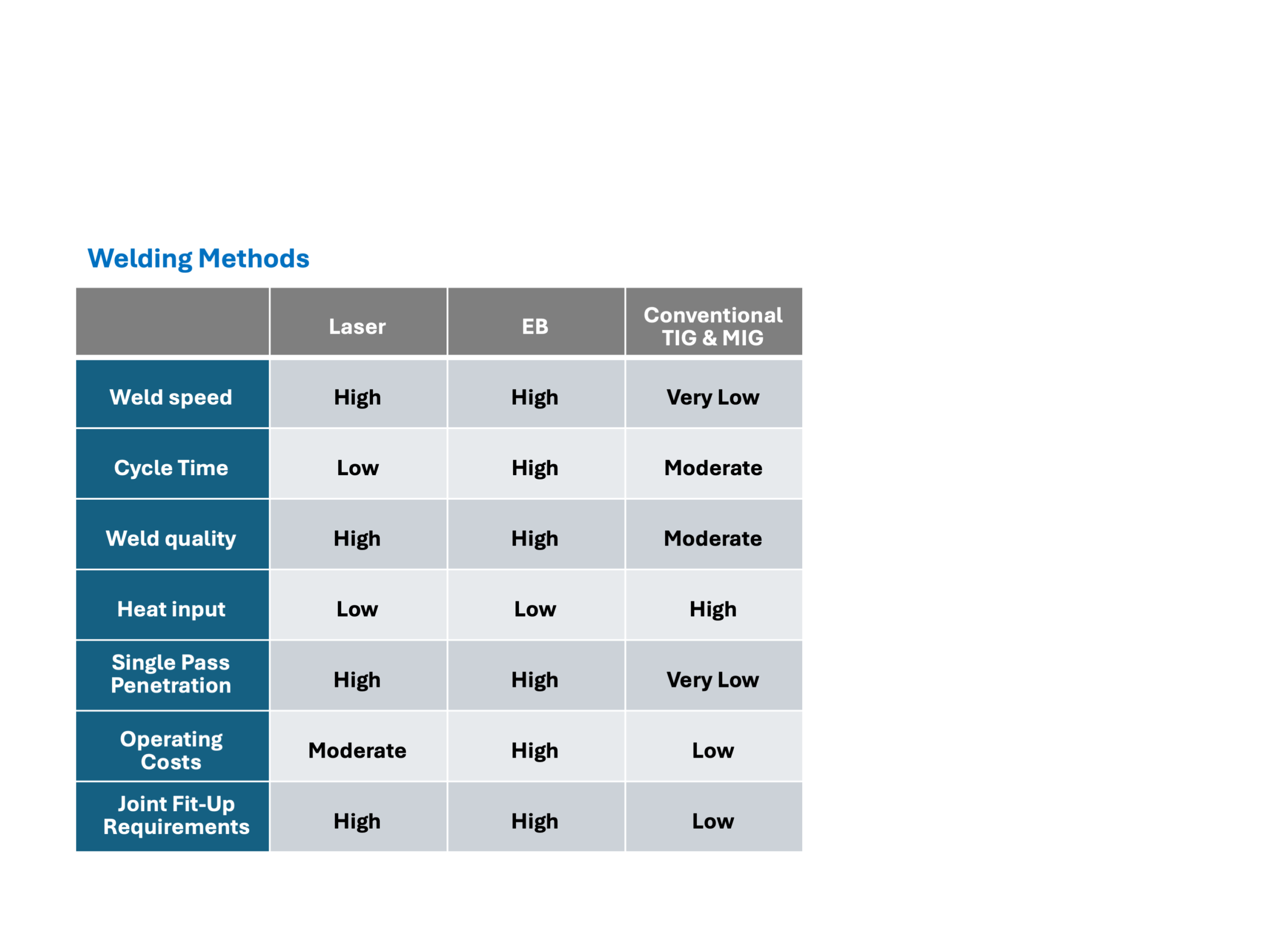
LBW and EBW both belong to the family of high energy density (HED) welding processes. In both cases, a concentrated energy source is focused into a small area, generating the power density required to melt and fuse material with minimal overall heat input. This is a fundamental difference from arc‑based methods such as TIG and MIG, which rely on a comparatively broad arc and generally require higher total heat input to achieve the same penetration.
In LBW, a high‑power ytterbium fibre laser produces near‑infrared light that is delivered to the workpiece through an optical system designed to maintain beam quality and focus. At the focal point, power density is high enough to support both conduction‑mode welding and keyhole‑mode welding.
In conduction mode, the laser melts the surface and heat flows into the joint through conduction, producing shallow, smooth welds ideal for thin materials or visible features where surface finish matters. In keyhole mode, the material is locally vapourised, creating a narrow cavity that allows energy to be delivered much deeper into the joint, enabling high aspect ratio welds with low overall heat input and minimal distortion. Being able to control and transition between these regimes is essential when components combine thin features, heavy sections and dissimilar materials on the same part.
Why high energy density outperforms arc welding
When engineers compare HED processes to conventional arc welding, the most immediate differences show up in penetration, heat‑affected zone (HAZ) size and process repeatability. LBW and EBW both generate deep, narrow welds that meet demanding mechanical properties while keeping the HAZ as small as possible. This is particularly important for high‑strength steels, nickel‑based superalloys and other advanced materials whose properties can degrade when exposed to extended thermal cycles.
Traditional TIG and MIG welding also depend heavily on operator skill, especially when components are complex or tolerances are tight. In high‑volume or safety‑critical applications, that variability can quickly consume process windows and increase the risk of rework or scrap. In contrast, LBW is inherently compatible with CNC‑based platforms, process monitoring and closed‑loop control, making it easier to maintain consistent weld quality across large production runs.
Another point of differentiation is material versatility. Advanced alloys and dissimilar material combinations that are challenging for arc processes can often be welded more reliably with LBW, due to the ability to tightly control heat input and to concentrate energy where it is needed, without introducing filler metals or prolonged thermal exposure. This opens doors in sectors ranging from aerospace and medical device manufacturing to energy and data‑centre infrastructure, all of which Prima Power and Laserdyne target today.
Photons vs. electrons: process and infrastructure
At the physics level, the distinction between LBW and EBW is straightforward: EBW uses a high‑velocity electron beam generated in a vacuum, while LBW relies on a focused beam of light. The implications for system design and daily operation, however, are substantial.
In EBW, the vacuum environment is essential to prevent electrons from scattering due to interactions with air molecules and to eliminate gases such as oxygen and nitrogen that could contaminate the molten pool. Achieving and maintaining that vacuum requires large, robust chambers, powerful pumping systems and procedures that can add hours to the setup and changeover process, particularly for large parts or high‑mix production.
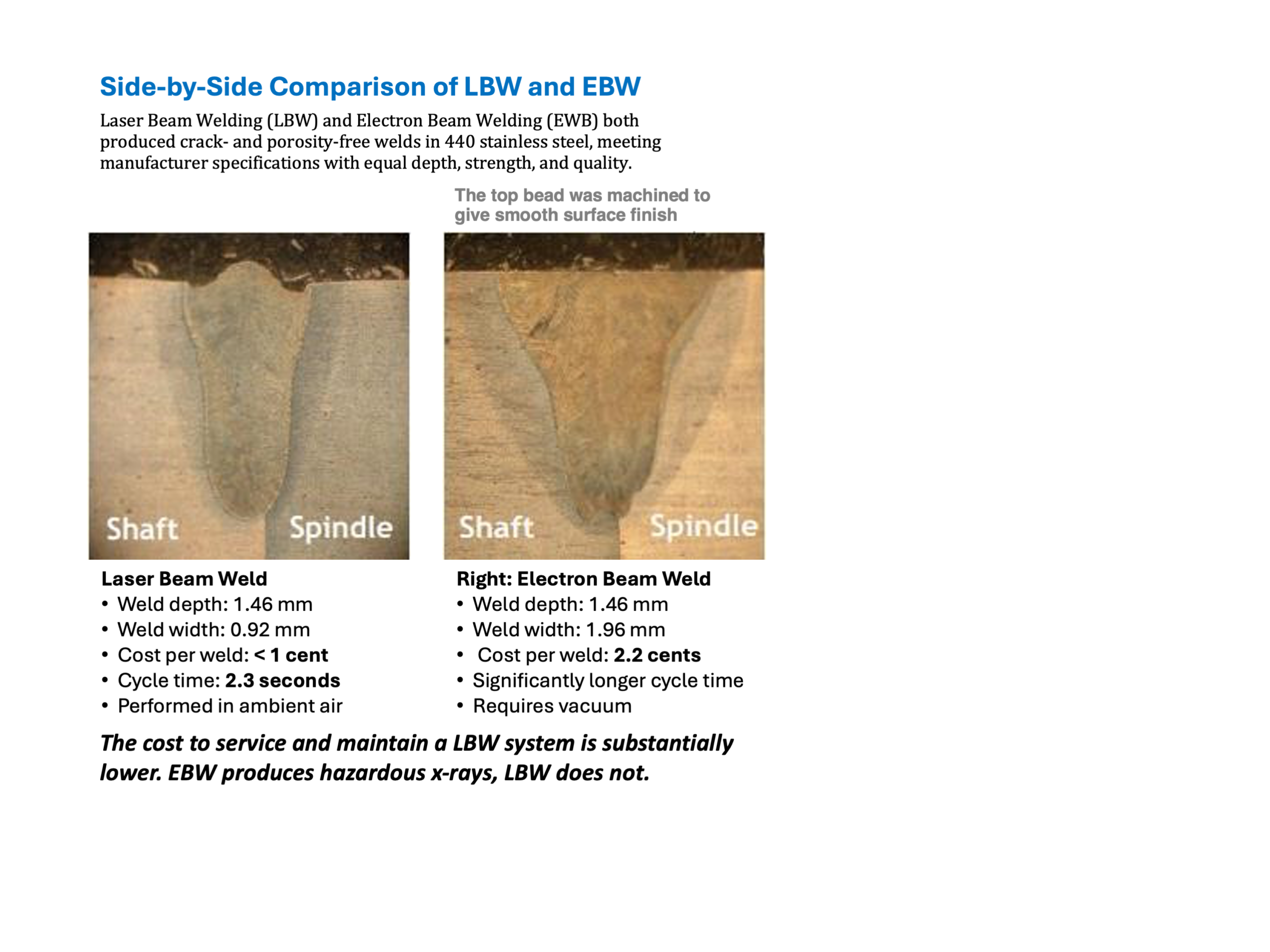
By contrast, LBW operates in atmospheric conditions using shield gas to protect the weld zone. Without the need for vacuum hardware, LBW systems can be more compact and easier to integrate with upstream and downstream processes such as machining, inspection and material handling. The absence of X‑ray generation also simplifies safety requirements, reducing both capital and ongoing compliance overhead.
For manufacturers evaluating new investments, these differences often translate directly into floor‑space flexibility, reduced facility modifications and more agile production planning. In many cases, the total cost of ownership for a high‑power LBW system is significantly lower than for a comparable EBW cell, particularly when maintenance, downtime and operator specialisation are factored in.
Platform choice: why mechanics still matter
The energy source is only part of the equation. The mechanical platform responsible for moving the laser head relative to the workpiece plays a decisive role in weld accuracy, stability and repeatability. When welding thick or high‑value parts where joint widths are narrow and tolerances are tight, even small amounts of vibration or deflection can compromise weld integrity.
For that reason, high‑end LBW solutions for critical applications typically favor rigid, multi‑axis Cartesian structures over general‑purpose industrial robots. A Cartesian beam director system uses linear axes and rotary stages designed specifically for precision motion, allowing the machine to maintain the laser spot on the joint within very tight positional limits, even at high speeds. This is especially important when joint configurations include narrow butt joints, deep grooves or complex 3D paths where the allowable beam misalignment may be only a fraction of the sheet thickness.
Robotic arms certainly have their place in welding and can be very effective for less demanding applications or where reach and flexibility are the primary drivers. However, the inherent compliance of serial‑link robots and the magnified deflection at long reach make them less suitable for the most demanding LBW work, where component value, safety requirements and specification limits leave little room for positional error.
Beyond mechanics: beam delivery and sensing
High‑power LBW also places specific demands on the beam delivery system. Modern beam directors must handle multi‑kilowatt continuous power levels while preserving beam quality and providing the degrees of freedom required to orient the beam correctly at each point along the joint. To achieve this, advanced designs use direct‑drive motors to eliminate backlash and integrate features such as water‑cooled optics and active monitoring to mitigate thermal lensing and maintain a stable focal position during long welds.
Non‑contact metrology and optical focus control further extend these capabilities. By mapping the part surface before welding and tracking it during the process, the system can automatically compensate for variations in part placement, fixture tolerance or incoming geometry. This ensures that the focus and spot position remain where the process engineer intended, even when real‑world parts deviate slightly from nominal CAD. For high‑value or delicate components, the non‑contact nature of this sensing helps avoid any risk of mechanical damage.
In an automated environment, these capabilities directly support lights‑out operation and higher overall equipment effectiveness. With reliable sensing and control, a single technician can oversee multiple systems, and weld schedules can be adapted or refined as new materials, joint designs or customer requirements emerge.
Control, integration and process ownership
Finally, the control architecture ties all of these elements together. Precision LBW pushes beyond the limits of generic machine controls, especially when advanced process strategies such as pulsed keyhole welding, dynamic beam shaping or adaptive parameter tuning are required. Purpose‑built control systems that are tightly coupled to the laser source, motion axes, metrology and automation interfaces give process engineers the tools they need to fully exploit the capabilities of the hardware.
From a user standpoint, this translates into fine-grained control over power, waveform, travel speed and focus as functions of joint position and geometry, rather than as static settings. It also enables deep integration with plant‑wide automation, from part handling and clamping through to in‑process monitoring, data logging and quality documentation. In industries where traceability and auditability are essential, this level of integration can be as important as the weld itself.
Choosing the right path forward
As more manufacturers evaluate whether to extend the life of existing EBW installations or transition to high‑power LBW, the decision increasingly comes down to more than just weld quality. LBW has reached a point where, for many applications, it can deliver the necessary penetration, mechanical performance and repeatability that historically justified EBW. What differentiates LBW today is its ability to do so within a flexible, automation‑ready architecture that aligns with modern manufacturing priorities: reduced downtime, more agile product changeovers and better use of scarce skilled labor.
For aerospace, power generation and other precision‑driven sectors, partnering with an experienced laser welding provider is still essential. Designing an optimal process requires detailed understanding of materials, joint design, fixture strategy, metrology and control — and how all of those elements interact over the life of a program. But as the technology continues to evolve, high‑power LBW is no longer a niche alternative; it is rapidly becoming the default choice for manufacturers who need both uncompromising weld integrity and a production environment built for what comes next.
Noah Benson is Applications Engineering Manager, Prima Power LASERDYNE.


