Engineer News Network The ultimate online news and information resource for today’s engineer
Engineer News Network The ultimate online news and information resource for today’s engineer
Coordinate measuring machines are used for high precision quality and parts inspection. Optical distance sensors are increasingly being used for this purpose to replace conventional mechanical gauges. There are numerous reasons for using non-contact sensors: the measurement is reactionless, fast and offers high resolution. Modern optical sensors such as laser triangulation sensors, laser scanners and confocal sensors are particularly suitable for this purpose, says Glenn Wedgbrow
Coordinate measuring machines (CMMs) detect the geometrical properties of workpieces in detail. For many years, measuring systems were equipped with tactile sensors, but these are increasingly being replaced by optical sensors. Optical sensors offer numerous advantages over tactile measurement technology. Laser triangulation sensors, laser scanners and confocal chromatic sensors measure the target without making contact. This means that the sensors do not have any influence on the measuring object. The measurements are performed with micrometer accuracy and are normally faster than contact measurement methods.
In practical use, optical sensors are extremely flexible. They measure distance, dimensions, position, angles, shape, roughness and even 3D profiles. Micro-Epsilon offers a broad sensor portfolio that has proven itself in numerous measuring machines. The sensors are used in various systems for both measurement and precise positioning.
Fine positioning with laser triangulation sensors
For positioning of the measuring head, optoNCDT 1900 laser triangulation sensors measure the distance to the target or baseplate. This type of sensor is particularly suitable for precise distance control and object detection. This allows the CMM’s geometry data acquisition systems to be aligned with maximum precision. The laser sensors are integrated into the measuring head system, which is typically attached to the vertical z-axis – the quill. The laser sensor delivers maximum signal stability and due to its compact design, is easy to integrate. The lightweight, robust laser sensor makes it ideal for measurements with high accelerations. The sensor operates at measuring rates of up to 10kHz and offers a linearity of ±1µm and a repeatability of 0.1µm. The measurements can be started via the encoder pulse of the CMM, thus achieving absolute time-synchronous values. Due to the sensor’s intelligent Advanced Surface Compensation feature, stable results are achieved, even on challenging surfaces. With up to 50,000 lx, the sensors are extremely resistant to ambient light and can therefore be used in highly illuminated environments. For signal optimisation, two-stage measurement averaging is available, which enables a smooth signal curve at edges and steps.
Roughness measurement and geometrical inspection
In terms of resolution and measuring rate, confocal chromatic sensors are among the most powerful measuring systems in optical metrology. For example, they are used for high-resolution distance measurement on various surfaces and for roughness measurement. The confocal sensor systems from Micro-Epsilon combine state-of-the-art technology and easy integration. The sensors allow a tilt angle of up to ± 30° and offer a high numerical aperture. This enables high resolution and small light spots. Curved and structured surfaces can therefore be detected precisely and reliably. In this way, gears or external threads can also be detected. Due to the non-contact measuring principle, the sensor does not affect the target object, which enables wear-free measurements. This is why values can be detected much faster compared to tactile measuring principles. With the confocalDT controllers, measuring rates of up, we can achieve to 70kHz. For measurement in confined spaces, compact sensors, as well as sensors with a 90° beam path are available, which can be integrated in the CMM measuring head to save space.
3D measurement of complex geometries and rotating components
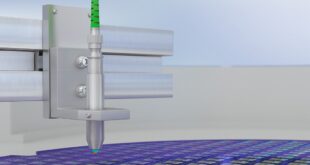
When measuring large, complex components, the scanCONTROL series of 3D laser scanners from Micro-Epsilon are used. These scan large measurement areas at high resolution and are ideal for use in CMMs due to the low sensor weight. Measurement data acquisition is very fast with measuring rates up to 10kHz. As a result, a complete 3D point cloud is available, which allows precise evaluation, quality inspection as well as further processing. The scanCONTROL laser scanners are based on the latest GigE Vision and GenICam standards and can therefore be integrated in a wide range of image processing environments. The 3DInspect software is a powerful tool for parameter setting, evaluation and output.
Among other things, laser scanners are used for prototype scanning. The sensor can be guided by a robot arm or integrated in a measuring table. The scanner measures the component while being moved over the component from all sides. Taken from multiple directions, the user obtains a 360° image. A software solution transforms it into a complete 3D point cloud within an extremely short time. To enable high-precision measurements, the measurement data must be perfectly synchronised with the measurement position. Conventional sensors are often triggered externally and detect the profile with a time delay that causes inaccurate position data. The scanCONTROL laser scanners from Micro-Epsilon, on the other hand, offer a special CMM trigger for this purpose. This is a parameter output optimised for CMMs. The sensor can therefore send trigger pulses in the middle of the exposure time and thus assign the profile to an exact measuring position. Fine tuning is also possible, for example, to compensate for run times of the pulse in the cable. As scanCONTROL laser scanners are available with different measuring ranges, both large and small objects can be detected. The captured 3D point clouds can be compared with existing CAD models to make any discrepancies obvious.
Glenn Wedgbrow is Business Development Manager at Micro-Epsilon UK.