Engineer News Network The ultimate online news and information resource for today’s engineer
Engineer News Network The ultimate online news and information resource for today’s engineer
Although often perceived as a threat to traditional industries, automation can actually empower artisans to have greater control over skilled manufacturing processes and enable improved product quality.
When Denby Pottery, a premier producer of handcrafted tableware, looked at refurbishing its process control systems it turned to Mitsubishi Electric’s distributor BPX to provide a reliable and well-connected solution to efficiently monitor, control and improve their clay production line.
Now successfully implemented, Mitsubishi Electric’s state-of-the-art solution has dramatically reduced downtime and improved the quality of their customer’s clay processing.
Denby Pottery has been designing and crafting tableware, cookware and serveware for over 200 years using clay as its starting substance.
Clay is a raw material that can vary greatly from one batch to another. It therefore requires the plant operators to have a comprehensive understanding of the clay’s physicochemical properties to accurately control the process parameters and obtain a high-quality output.
Steven Sands, Denby Pottery’s Technical Engineering Project Manager commented: “One of the key considerations is the dry weight of the material and its application in recipe calculations. Also, high accuracy and precision in controlling the concentration of solids in liquids are essential requirements in this process, so we have used some form of automation for a long time now.”

To remain competitive and maintain the quality of the clay consistency, Denby Pottery decided to update its obsolete ISN York management system previously in place to control the processing of the clay.
As Steven Sands explained: “The control system was prone to regular failure and running on an outdated platform that had no compatibility with current control elements. In addition, several replacement parts for this solution needed to be custom made, as they were no longer available off the shelf. Therefore, the system was proving increasingly costly and time-consuming to maintain.”
These factors affected Denby Pottery’s plant productivity, jeopardising the manufacturing processes that lie beyond the clay production lines. Steve Hazell, Engineering Manager at Denby Pottery, continued: “Some time ago we experienced a major breakdown of the control system. Before solving the issues, the plant experienced an outage of four days.”
In addition to addressing issues with the previous control system, Denby Pottery wanted to embrace the principles of modern Smart Manufacturing to gain greater control over its production materials, processes and machines. In particular, Denby Pottery wanted to measure clay quality attributes “on the fly” to fine-tune the manufacturing process in real-time and thereby improve the quality consistency of the clay.
Better connectivity leads to greater control
The solution to address all these challenges came from Mitsubishi Electric and their technical distribution partner, BPX.
The initial installation of a fibre optic network opened a wide range of opportunities for Denby Pottery to monitor and control their manufacturing materials, processes, machines and full production lines. Improved machine communications enabled greater control over the clay manufacturing processes, easy interaction between the processes and identification of any equipment malfunction.
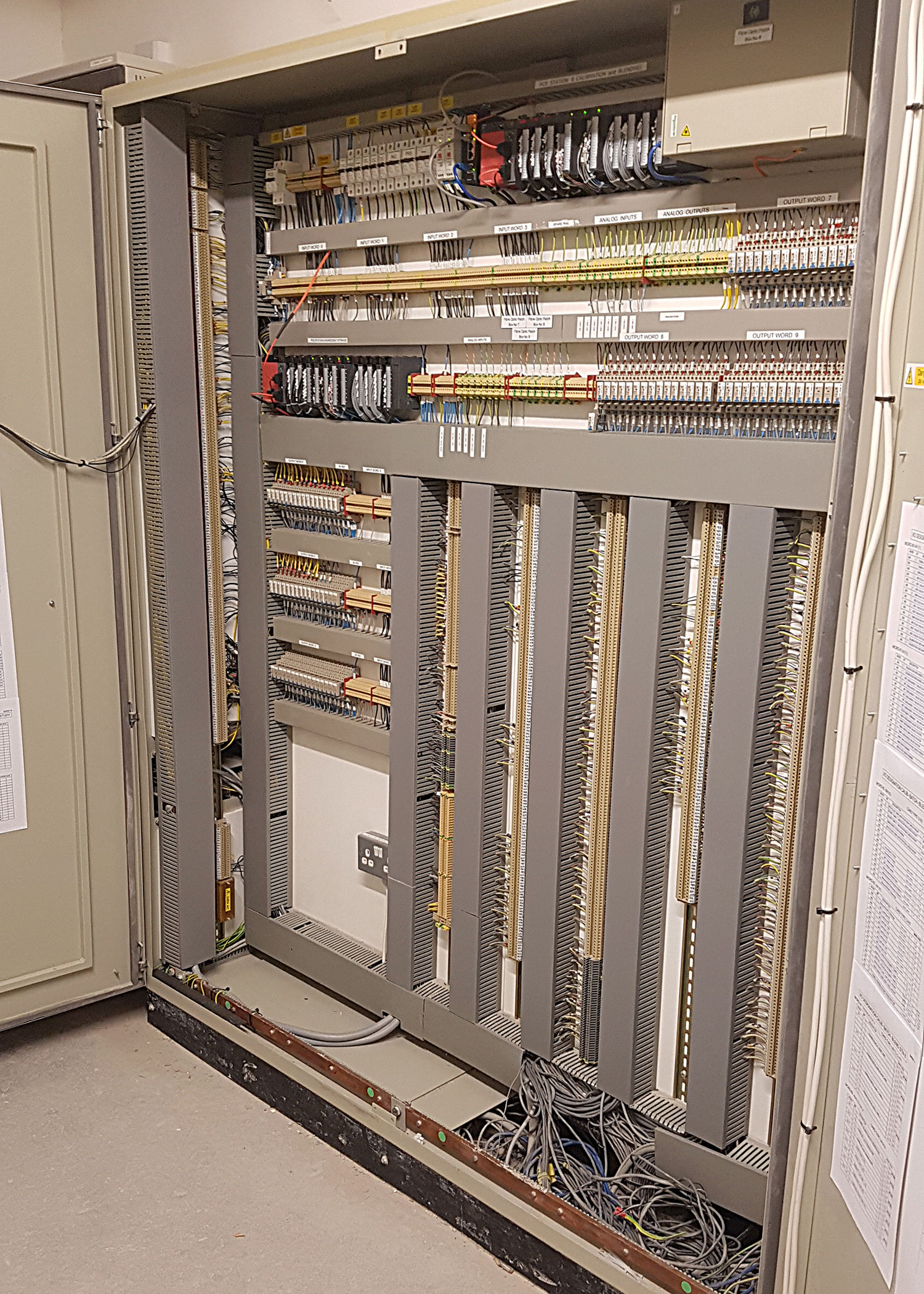
The machines on the production lines were equipped with Mitsubishi Electric MELSEC NET H Remote I/O Nodes connected to a Qn Series dual redundant PLC system – linked, in turn, to three Mitsubishi Electric GOT2000 Series Human Machine Interfaces (HMIs). The HMIs were installed to monitor different areas of the factory and report to a central Mitsubishi Electric Manufacturing Execution System (MES) Interface within the engineering department.
By using the MES Interface Module and the Virtual Network Computing (VNC) Viewer functionalities of the GOT2000 HMIs, the operators can now remotely control and monitor the production line and obtain data on the Overall Equipment Effectiveness (OEE). Another useful VNC server function allows the plant operators to view and operate the GOT screens remotely and securely from any connected mobile device or PC.
The resulting decentralised control system simplifies maintenance and operation of the plant with the facility to securely programme from remote locations by the HMIs interfaced to the Qn Series controllers.
While the replacement of the legacy control system addressed the reliability issues of the plant, the dual redundant PLC system was selected to increase the system robustness by providing a highly reliable solution.
The standby system with its own CPU, fully synchronised to the controlling CPU during operation, can mirror the controlling CPU and instigate a seamless bypass in the unlikely event of failure of the main CPU, further minimising any risk of plant downtime.
Tyler Hatton, Denby’s Automation Manager added: “The versatility of the system has allowed us to expand into OEE machine monitoring on various pieces of equipment and machinery. This is helping us highlight problems and improve efficiency throughout the factory. The support given during this project from Stephen Thornton, Mitsubishi’s key account manager, along with Mitsubishi as a whole, has been second to none and has helped us to surpass our original project expectations”
The benefits of adopting a cutting-edge solution
With the installation of the new system, the maintenance issues of the previous solution are a thing of the past, Steven Sands explains: “The system is now completely reliable, even during a power cut. In the case of a machine failure, the visual features of Mitsubishi Electric’s HMIs alert the plant operators and enable them to quickly detect the cause and solve it. This, coupled with Mitsubishi Electric’s round-the-clock support and responsiveness, made it possible to slash downtime as well as quickly identify, investigate and plan any maintenance tasks.”

The solutions from Mitsubishi Electric have provided Denby Pottery with ‘Smart Factory’ monitoring capabilities and corresponding increased flexibility of the production line.
Steven Sands listed some of the additional benefits that the new control system provided: “The accuracy of the calculations on clay properties was improved, also increasing the quality of the clay and its consistency. More impressively, the clay manufacturing time halved, increasing time-efficiency and productivity.”
To put the icing on the cake, Mitsubishi Electric, BPX Electro Mechanical and Denby Pottery completed the replacement of the legacy control system six months earlier than anticipated and under budget.
Steve Hazell concluded: “The excellent support from Mitsubishi Electric and BPX was key to the quick and economical implementation of the new control system and to Denby Pottery’s success. We are extremely pleased with the collaboration, Mitsubishi Electric’s specialists provided continuous support via organisational and technical recommendations. Thanks to the flexible control system we have now and the positive experience with our suppliers, we will be expanding the network and implementing additional functionality such as barcode readers for product serialisation and traceability.”