Engineer News Network The ultimate online news and information resource for today’s engineer
Engineer News Network The ultimate online news and information resource for today’s engineer
For high-precision micro-joining applications such as implantable medical devices, high-frequency inverter resistance spot welding technology provides closed-loop feedback for exceptional process control. Richard Barber reports
For high-precision micro-joining applications such as implantable medical devices, high-frequency inverter resistance spot welding technology provides closed-loop feedback for exceptional process control.
This powerful functionality need not be difficult to implement and operate. In fact, advanced technology packaged with intuitive interfaces and full connectivity to production management systems make state-of-the-art systems simpler and more versatile. This enables R&D labs and production facilities to achieve more consistent output across diverse applications and between multiple welding stations. The closed-loop feedback also enables automatic adjustments to compensate for variability in part geometry and thermal loading characteristics.
Keeping things simple and well-connected opens up possibilities for a wide range of applications and exponentially expands the utility and value of technology.
One of the world’s largest medical device companies recently implemented a welding solution that affords this combination of high functionality, versatility, and simplicity. Each welding station, consisting of a power supply, weld head, and weld monitor, functions as a fully-integrated unit. The production management system reads a bar code and interrogates a database to select the weld profile, which is sent to the welding station via an Ethernet connection. The welding station then displays the weld profile data to the user with information about the application, parts, and tooling, ensuring production integrity.
Flexibility
The flexibility of this solution is critically important. The medical device industry is subject to stringent validation requirements. Once calibration procedures and other validation requirements have been completed in the R&D lab, it is highly beneficial to be able to use existing tools and processes in the production environment.
Although the same, proven welding process is employed in many different environments, flexibility, and ease of use require a variety of methods for interacting with the welding station. These interaction methods include a touchscreen display at the welding station, in addition to USB ports for thumb drives to easily replicate welding profiles between multiple welding stations, as well as Ethernet, RS232, and conventional I/O communication ports for interfacing with control systems and capturing of all welder performance data.
Versatility across applications is also important. Medical devices are continually evolving, with miniaturisation and new materials. Typically, production facilities need to produce a mix of products, including older, larger devices, while ramping up production of newer, smaller versions, necessitating a flexible power supply that can operate accurately at all output levels.
Accuracy
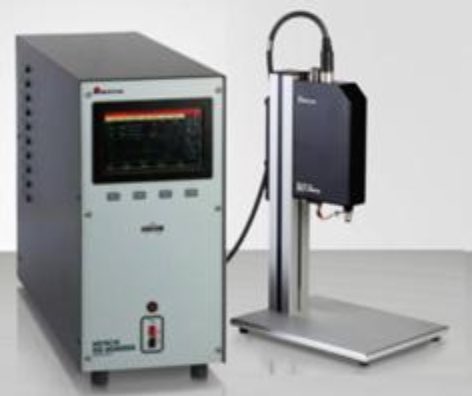
Not all resistance welding power supplies provide sufficient accuracy at all output levels. In this case, the medical device company chose the AMADA WELD TECH DC-H3000A, DC Spot Welding Power Supply, which provides an accuracy of ±1% of the controlled parameter set point across the full output range. The precise weld pulse can be controlled by means of peak voltage, current, or power being delivered to the weld.
Feedback for consistent results
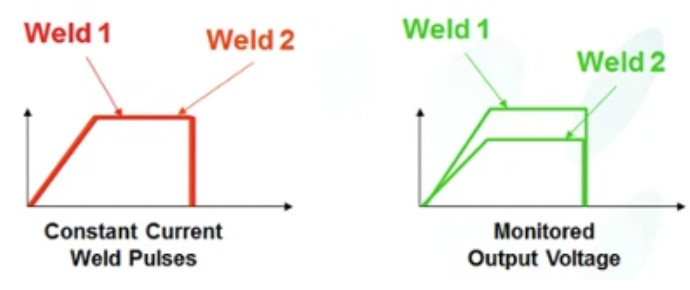
Closed-loop welders use current, voltage, or power feedback to precisely control the energy delivered to the parts. This ability to accurately control weld energy is a key factor in overcoming problems associated with process variation and the rapid changes in part resistance, that happen during the weld.
Open-loop welders, such as traditional AC welders, provide no feedback during the weld. They merely supply the programmed energy regardless of any process or part variation.
Repeatable weld energy provides consistent welds. Resistance values can shift from weld to weld due to normal variations in the welding process. Issues such as electrode wear and part positioning may lead to poor weld quality, when using open-loop power supplies.
Closed-loop power supplies respond to these changes every 10-250 microseconds, keeping the programmed parameter (current, voltage or power) constant, leading to more consistent welds.
Feedback modes
The appropriate selection of feedback mode depends on the part and process challenges associated with the welding application. Constant current is the most common and most energy-efficient and is suitable for welding flat parts, where the part and electrode contact is consistent. Constant voltage mode is used for welding non-flat parts and wires. The constant power mode is especially useful for breaking through surface oxides and plating.
Precisely controlled heating rates
At the beginning of a resistance weld, there is high electrical resistance at the electrode-to-part and part-to-part contact areas. If too much energy is applied before the electrodes have a chance to seat properly, these contact areas can overheat, resulting in expulsion, electrode sticking, and weak welds.
Closed-loop power supplies allow a very precise upslope to be programmed at the beginning of the weld pulse. This upslope of current, voltage, or power helps to reduce the initial contact resistance, focusing weld heat into the part interface. The length of the upslope period may be programmed to suit individual applications.
In the first few milliseconds of a resistance weld, the workpiece resistance drops rapidly as the electrodes and parts seat together. During the weld, the resistance value decreases and bulk resistance increases. Closed-loop power supplies can respond to this, resulting in more consistent welds.
Displacement monitoring
For a complete solution, state-of-the-art power supplies can be integrated with a linear motor weld head to offer additional feedback called displacement monitoring.
Displacement monitoring measures the distance that parts compress into each other during the resistance welding process. One or two sensors are used to measure the displacement of a pair of electrodes relative to each other during the weld providing additional process control.
Process monitoring
This combination of monitoring may be used to provide real-time process monitoring in order to detect missing or misaligned parts. Upper and lower reject limits may be set and send a signal to the operator or automation controller, via programmable relay outputs.
The feedback loop is also used to capture data for quality improvement and traceability purposes. Weld current, voltage, power, and workpiece resistance readings may be used for process development and statistical process control. Graphic waveform traces provide simple, dynamic weld information for process understanding and diagnostics.
Consistent output
High-frequency inverter power supplies provide closed-loop feedback that provide consistent welds, reducing defects and increasing production yield. State-of-the-art systems are designed to be easy to implement and operate, with the versatility to provide consistency and high performance. This applies across a wide variety of welding challenges, in both R&D and production environments.
Richard Barber is with AMADA WELD TECH.