Engineer News Network The ultimate online news and information resource for today’s engineer
Engineer News Network The ultimate online news and information resource for today’s engineer

Industrial automation has advanced rapidly across robotics and connected analytics, but the cut itself has remained a persistent blind spot. Manufacturers have automated supervision, connected machines and installed dashboards, but the exact moment where metal meets tool still often relies on operator intuition and post-machining inspection. Here, Leland Bailey explains why sensorised tooling is the next step in automation
Expectations for smart manufacturing are high. According to Deloitte’s 2025 Smart Manufacturing and Operations Survey, “92% of manufacturers surveyed said they believe smart manufacturing will be the main driver for competitiveness over the next three years”, thanks to its impact on production output, productivity and capacity.
It is not enough to run faster programmes or add robots around a machine if the machining process itself continues to rely on feel or over conservative parameters. True automation depends on knowing what happens in the cut in real time and acting before defects appear and downtime escalates.
Sensorised tooling refers to cutting tools, adapters or holders with embedded or attached sensors that capture key signals during machining. The system tracks cutting forces and vibration and detects surface chatter at the tool tip and then streams that information in real time to an operator interface or into the machine control to detect anomalies and take corrective action. This might be a brief pause, a parameter adjustment or a tool change, but the point is that it provides consistency across shifts with repeatable interventions.

Increased productivity
Sensorised tooling increases productivity by stabilizing the cut and reducing unplanned stoppages. Once a process is genuinely secure, manufacturers can extend unattended windows with confidence. The focus shifts from headcount on the shop floor to sustained time cutting.
Another practical value of sensorized tooling is around tool life. Many machine shops set conservative change intervals to avoid surprise failures, which wastes usable tool life and increases costs. Others push too far and suffer breakage, which costs more in scrap and recovery time.
With live signals from the cut, the call becomes evidence based. Machine shops replace the insert because the signal signature shows it is at end of life, not because a counter expires or a hunch suggests it. Across a fleet and a year of production, that discipline translates into longer cutting time, fewer interruptions and higher utilization without adding headcount.
Filling knowledge gaps
The World Manufacturing Foundation has reported that “74% of companies struggle to recruit the talents needed. Since recruiting talent will only become more arduous, manufacturing companies must balance this with internal training to equip their workforce”. This presents manufacturing leaders with the potential for a catalogue of errors if data is not used as a learning tool.
With new workers entering the workforce and experienced operators retiring, the feel of a good cut can leave the building with them unless it is captured in systems. Sensorised tooling helps convert years of experience into explicit, teachable data that shop floor teams can trust. By saving signal traces, thresholds and event logs, it can provide a reference book that guides parameter choices and facilitates easier troubleshooting across shifts and sites.
When knowledge lives in data and models rather than in a few heads, decisions become repeatable and auditable. Manufacturing managers gain traceable cut data that supports audits and customer documentation while engineers get a firmer basis for continuous improvement because the process history is a dataset rather than an anecdote. And crucially, operators can shift from listening for chatter to improving processes, which is essential with the evolution of the workforce.
Machine-led decisions
Many machine shops unintentionally conflate visualisation with automation. A graph on a tablet is useful, and it undoubtedly provides an unprecedented level of insight, but it still asks a human to spot a problem and choose a response under pressure.
But it’s possible to use sensorised tooling to achieve true automation where the system enforces process limits automatically. If chatter exceeds a defined envelope or if cutting forces spike in a way that predicts imminent failure, the control should interrupt, retract, modify the feed or trigger a tool change without debate. The machine protects part quality, tooling and equipment in the moment, not after defects are discovered downstream.
Active insight at the cut closes the loop, enabling stable, repeatable cycles and unattended runs with confidence. In practice, this enables manufacturers to plan for reliable lights out production that allows them to operate seamlessly around the clock. The control detects out of limit conditions and applies the configured protective action automatically, rather than relying on someone to notice a trend after the fact.
A practical approach
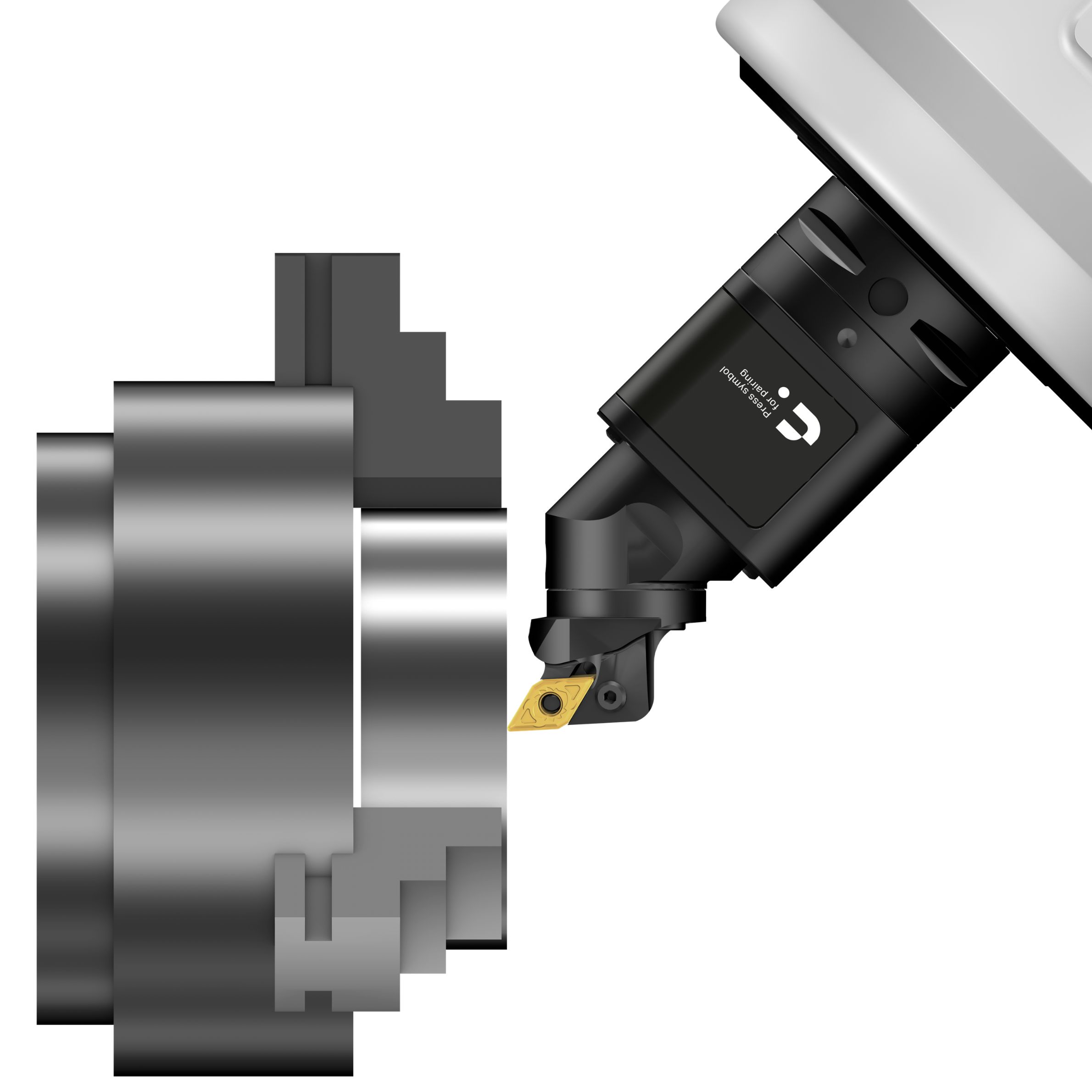
Bridging the gap between sensor to control turns monitoring into on‑machine behaviour that protects the cut consistently. Sandvik Coromant’s sensorised tooling solution, CoroTurn Plus, is designed to provide two complementary levels of capability, because not every shop is at the same stage of development.
When CoroTurn Plus streams live data to CoroPlus Viewer on a PC or tablet, operators gain passive insight in real time into surface chatter, cutting forces and can receive over-limit audible alarms. They see trends against reference processes, receive over limit alerts, inspect values, review deviations and tag events to accelerate root cause analysis. Over time, the accumulated signals reveal when an insert is approaching end of life, so teams can replace it at the right moment and avoid both premature changes and catastrophic failures.
The second level is machine integrated protection by pairing CoroTurn Plus with CoroPlus Connected. In this mode, the same signals feed the machine’s NC, and users set limits on chatter, load and vibration in software or via NC code. If an unexpected event occurs, the control initiates protective actions automatically to support stop after block, optional pause and feed rate and cutting speed override configurators, enabling elevated machine-led decision making and delivering true automation.
Smart manufacturing depends on what happens at the tool tip. Cloud links and dashboards improve visibility, yet a blind tool leaves the cut as the weak link. Sensorised tooling provides the missing visibility and the means to act at source, turning the cut into a controllable and auditable process that sustains lights‑out machining with predictable results.
Leland Bailey is Project Manager at global leader in metal cutting and machining solutions, Sandvik Coroman.