 Engineer News Network The ultimate online news and information resource for today’s engineer
Engineer News Network The ultimate online news and information resource for today’s engineer
David Knight addresses the problems and challenges with additive manufacturing (AM) software
It is fair to say that all forms of additive manufacturing (AM) software remain a potential barrier to entry for many potential users of AM, and often present headaches for current users. This is not helped by the many vested interests in this area, which rarely pull in same direction and as such lose sight of the actual requirements of end-users and the need to support their AM endeavours.
Wayland Additive has developed the Calibur3 metal Additive Manufacturing (AM) system featuring the NeuBeam process. NeuBeam offers a new — and more open — approach to electron beam (eBeam) powder bed fusion (PBF) metal AM technology that represents a big step forward compared with existing commercial PBF systems. The technology overcomes the compromises that most companies have to contend with when using either laser or eBeam PBF metal AM. Neubeam effectively neutralises the charge accumulation generated by an electron beam, which offers greater flexibility than laser PBF while overcoming the traditional stability issues of eBeam PBF. The development of Calibur3 has also seen Wayland place a heavy emphasis on specific software development to support the machine and further enable users.
When focused on AM software per se, from the outset it is important to understand that it can mean different things to different organisations and/or individuals. If you consider the full breadth of the 3D CAD to PRINT workflow, the range of software required for key disciplines is extensive. To offer some idea — in generic terms — this can include: design; simulation; part optimisation; design repair/fix; build optimisation (nesting/part orientation etc…); support generation; build file generation (including melting parameters/height above powder/preview toolpath/estimated build time); slicing; machine control; build control; calibration and maintenance; and real-time monitoring and analysis.
The first four categories on the list are very broad terms for a wide range of software dedicated to preparing part data for the machine. The rest of the list covers the software involved in managing that data in relation to the machine and its operation. For the purposes of this article, we are dealing with the latter.
I don’t think it is overstating things to say that all forms of AM software remain a potential barrier to entry for many potential users of AM, and often present headaches for current users. This is not helped by the many vested interests in this area, which rarely pull in same direction and as such lose sight of the actual requirements of end-users and the need to support their AM endeavours.
As I mentioned above, Wayland is not entering the fray on AM software at the front (or design) end of the workflow. However, aware of the many limitations of AM machine software, Wayland Additive has — from the outset — embedded an “open” approach to its system software. To be clear, this is NOT an ‘open source’ offering, but rather an ‘open access’ approach that provides adopters with distinctly more access to the printer than any comparable system on the market, together with a streamlined and intuitive interface.
Many users lament that AM systems are effectively black boxes — with inflexible parameters whereby an STL file is essentially fed in at one end and a part comes out at the other — and there is no way of controlling the process. Wayland’s open-access approach is designed to allow users to directly manage key parameter settings, allowing them to alter build parameters to suit their needs, and this is particularly attractive for R&D applications and material development.
Wayland’s software is designed to erode the image of metal AM systems being difficult to use, which is a current market perception. Moreover, in terms of the front end of the workflow, the company is agnostic and does not force users to adopt any specific (and potentially costly) software. Calibur3 allows for the use of any software tool/s of a customer’s choosing, the process chain only kicks in when it becomes process specific.
There are three key elements to Calibur3 software: PREP, BUILD, and VIEW.
Prep
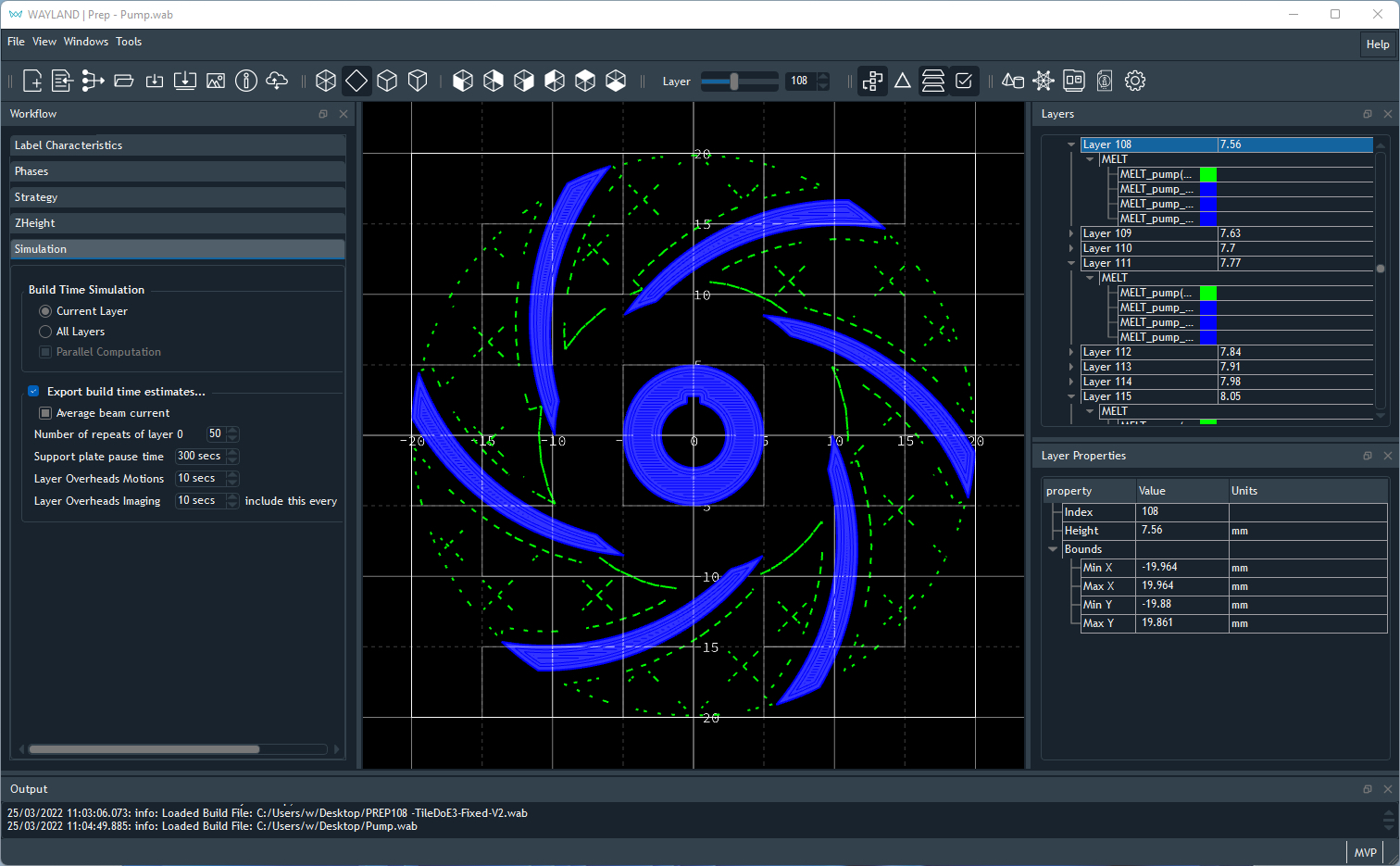
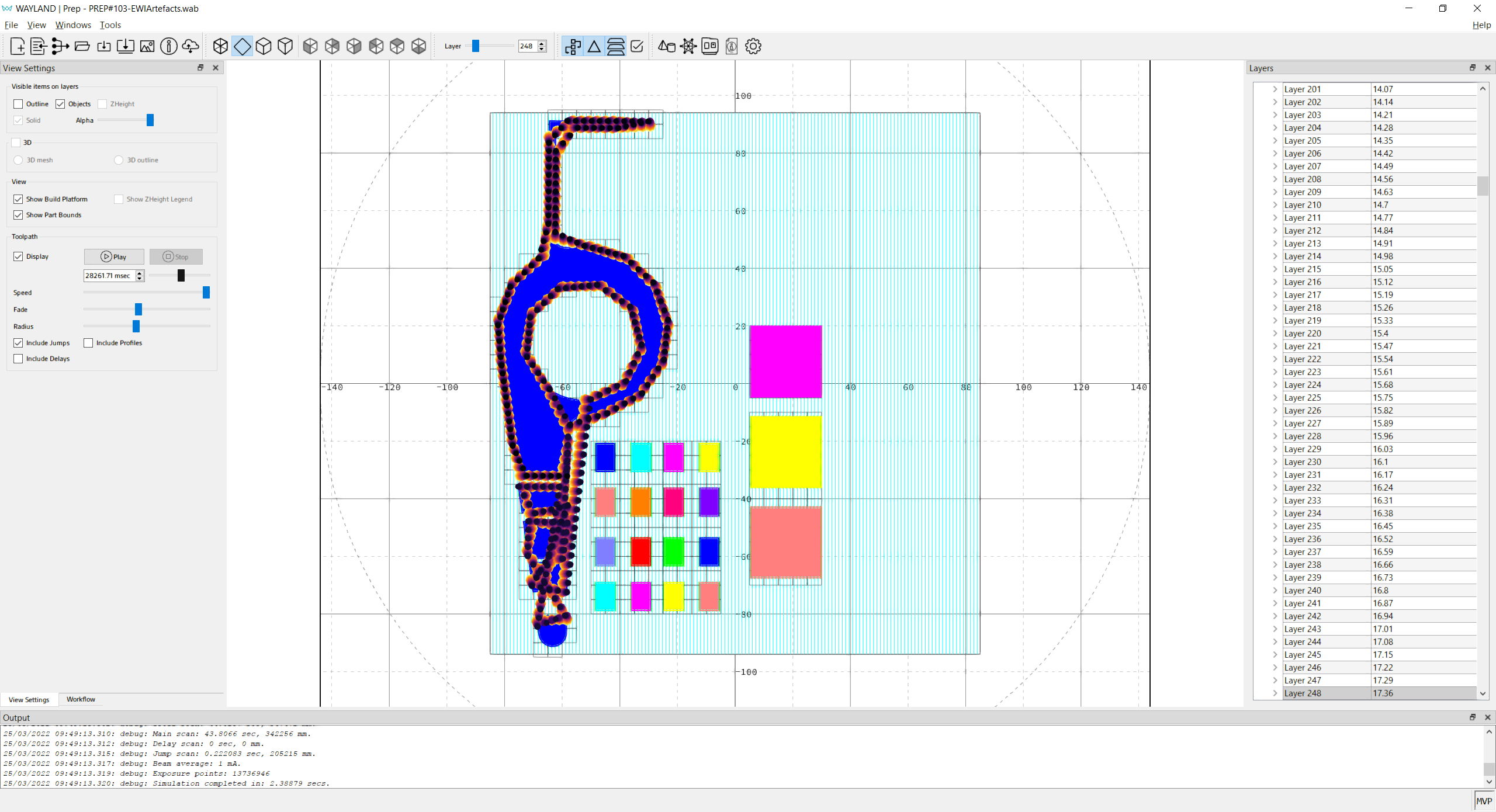
Wayland’s PREP software (as the name implies) focuses on the preparation stage of the build and includes slicer and build file generation. The input is sliced parts in CLI or 3MF format, and the output is the Wayland Build file (.WAB). PREP also allows the user to assign melting parameters, calculate height above powder, preview the toolpath, and estimate build time.
Wayland has built a workflow that offers two pathways, a dedicated and fast path for production which works for users looking to use the technology to manufacture parts from the outset, as well as options for R&D — specifically for new material and application development. For the latter, three key sets of parameters are opened up, which essentially provides unlimited options for users. These three parameters are:
• Geometry (offsets/overhangs, etc)
• Scanning of part – in what order are all points addressed (infinite)
• Energy deposition – how much energy/dwelling on a certain point
With this open access software approach Calibur3 users can alter the beam current and focus. Neither of these parameters can be changed quickly, but they can be altered depending upon the specific material used and the vagaries of a particular application. One thing that can be changed quickly is dwell time – i.e. how long does the beam linger on a certain point and how much energy is focused on a certain point, and this can be altered via closed-loop feedback in real-time.
There are numerous unique aspects to the NeuBeam process, something termed the software-led ‘melt strategy’ being key as it has a significant impact on outcomes, and the type and validity of parts that can be produced on Calibur3.
The proprietary melt pool strategy uses the power and speed of an eBeam more efficiently. eBeams are characterised by their high power and high scanning speed, and Wayland has worked on how to best use this power and speed. Calibur3 splits each layer of a part under construction into small zones, and assigns a melt pool to each zone. The melting strategy is at the same time energy-efficient, and by melting different zones in parallel, it allows higher productivity rates regardless of geometry. The power and beam speeds required using traditional melting strategies are incredibly geometry dependent.
A common approach has been to dynamically change the energy based on key features of the geometry (area of part, overhangs, line lengths, end of line turning points) to maintain accurate geometry and material quality. People using alternative eBeam technologies will be all too familiar with phrases such as ‘turning point function’, ‘thickness function’, ‘speed function’, and ‘current compensation function’, all of which are tuned by lengthy experimentation. This makes the process complicated and non-intuitive for the user, and it is extremely difficult to diagnose the precise cause of problems when they don’t work for particular geometries. This is not only time- and labour-intensive, but can be very costly. At Wayland, the new melting strategy addresses these issues, and everything can be previewed and verified in PREP before being loaded onto the machine.
Build
Wayland’s BUILD software module includes:
• Machine control (with interfaces to all sub-systems [high-voltage, beam control, motion, PFS, chiller, electronics, cameras etc] all via a touch screen human-machine interface [HMI])
• Build control (load build files and run build scripts)
• Calibration and maintenance
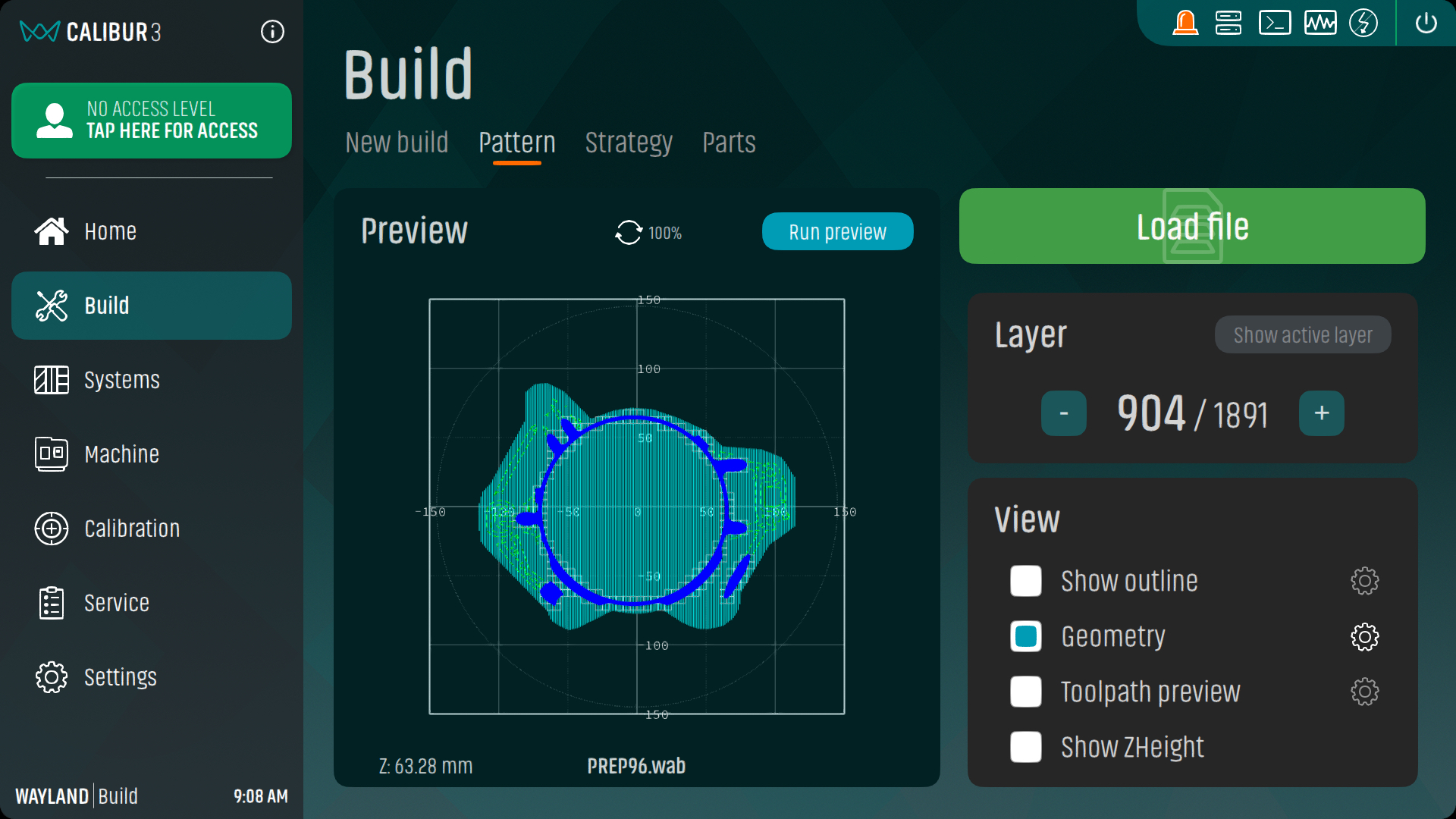
Real-time logging and analysis (with direct output to Wayland’s View software). An embedded JavaScript engine for running build, calibration and maintenance scripts
The stand-out features that Wayland has built into the software are genuinely unique within this segment of the metal AM market, and again revolve around user accessibility. Users can access melt parameters within certain guidelines, which protect the user and the machine from injury or damage, and there are 4 levels of access that grant the user the ability to control parameters to a greater or lesser extent.
The hardware and software are designed with the user in mind and focused on functionality and productivity.
View
Wayland’s VIEW software is effectively a consolidated ‘view’ of the build that has just taken place. VIEW offers users a completely offline tool, that can run on a separate workstation or on the cloud. It has been developed to access and utilise the data generated by the in-process monitoring (IPM) capabilities of Calibur3. At the end of a build, the data generated by the different IPM capabilities can be downloaded, analysed, and archived. This provides a plethora of opportunities to analyse meltpool and powder spreading strategies, optimise process parameters and develop machine learning algorithms. In addition, if a build fails the causes of the failure can be identified, understood, and avoided in the future.
VIEW is open access and customisable to user requirements, in the sense that the user can decide what can be seen and everything is synchronised creating a digital dashboard. VIEW can be integrated with users’ preferred tools, meaning once again that it is software agnostic.
Summary
Wayland Additive has taken a pragmatic view of the development of the software that is associated with its Calibur3 metal AM system. Learning from the frustrations that users of metal AM processes voice — most importantly in respect of the access that users can have to alter key build parameters — the open-access approach stimulates the ability of users to adapt the technology to the specifics of particular materials and particular applications. Wayland supports material development with this integrated approach, including for materials that are difficult to process using AM. The company’s whole software suite is very powerful in this regard.
Wayland’s software development is based on the fact that everything should be in one place, synchronised, and accessible quickly. Accessible menus are designed to be two or three steps deep to avoid endless drilling down to get to what is needed, and the HMI is intuitive and simple to use.
David Knight is Software Lead at Wayland Additive.



